

西门子模块6ES7214-2BD23-0XB8安装方法
PLC-DCS在纸板生产自动化系统上的应用
3、软件设计
系统软件采用CONTROLLAB软件包,其层次结构如图2。?
监控系统程序图
现场级V200CPU站采用了快速可预测实时内核,其周期性工作的时间稳定性(Jitter-Time)可达2微秒(300MHZCPU)。PLC和硬件模块及现场总线的数据交换均在实时任务中进行,保证了这类数据交换在操作系统中的延时不超过几个微秒。控制任务作为实时任务执行,其短工作周期可达毫秒。
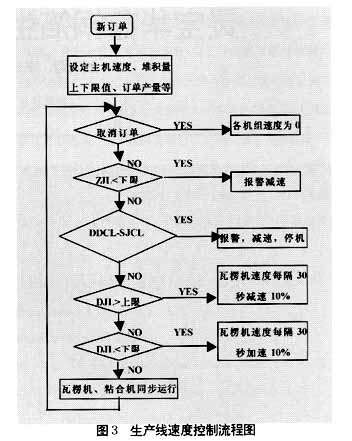
PLC监控程序采用图形化组态工具ControlChart编制,该工具是一种基于IEC1131-3流程图形语言的开发式控制软件,符合工业标准。工程师在控制级操作站上即可利用现成模块进行自由组合、在线观察和调试,极大地缩短了控制系统的调试时间。瓦楞纸板流水线的控制任务主要进行线上各机组运行速度协调。速度调节中粘合机作为主机,过胶机、修边机、横切机和堆叠机与主机同步运行。该监控系统速度控制流程图如图3所示。
ZJL、DJL、DDCL和SJCL分别对应纸浆量(瓦楞机)、堆积量、订单产量和实际产量,根据以上量的测量数值对粘合机和瓦楞机速度进行相应的调节。
在控制级和管理级软件基于bbbbbbSNT平台,采用易学易用的VisualBasic6.0进行编程,其中采用ActiveX、OPC、TCP/IP等国际通用技术和标准,用户可以极方便的与其他软件系统进行自由通讯和进行功能扩展。控制级操作站检测画面主要有总操作图、瓦楞机监测图、粘合机检测图、过胶机监测图、修边机监测图和横切机监测图。管理级终端包括订单管理画面和出货管理画面等。
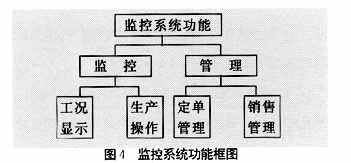
4、系统功能
在软硬件基础上实现的瓦楞纸板生产线监控系统功能如图3所示。监控系统功能分为监控和管理功能。监控主要是工况显示和生产操作,管理主要是订单管理和出货管理。
系统功能
4.1、工况显示
在控制级的操作站以及管理级的终端机中显示现场采集来的生产线状态数据,主要包括:生产中的纸板品种,尺寸规格;现时各机组生产速度、电机电流;瓦楞机原纸堆积量;粘合机出纸量、各段温度;现时的实切张数,订单的总张数,还欠实际张数;成品,不良产品的数量(不良品人工输入)原纸剩余长度等。显示方式包括数字、柱状图和趋势图等。在此基础上进行速度、电流、温度、堆积量等过限报警。
基于PLC的交通灯自动控制系统设计
0 引言
随着自动化控制技术和微电子技术的迅猛发展,PLC作为前沿的工业控制器,具有体积小、可靠性高、易操作、灵活性强、抗干扰能力强等一系列优点,广泛用于自动化控制领域。用内部编程取代继电器逻辑控制电路中大量的中间继电器和时间继电器,简化了控制路线,提高了系统控制的可靠性,这是PLC大的优点。借助于书序控制图和梯形图来编制用户控制程序,实现自动控制系统顺序控制,是PLC的主要功能之一。
1 控制信号系统
在车水马龙的都市,当交通干道不便于挖掘地下通道或架设天桥的时候,为了穿越马路行人的安全,需要在指定的人行横道两端设置人行道口的的红绿灯。交通灯控制工艺:南北、东西向的十字路口,均设有红、黄、绿三只信号灯。六只灯依一定的时序循环往复工作,图1 为交通信号灯时序图。
.jpg)
控制交通信号灯的 PLC可选用 FX2N-32MR,从时序图可以看出,该系统有一个输入装置和 6个输出装置。表1 为输入装置与输出装置与PLC的地址编号对应表。
.jpg)
交通信号灯的控制是一个典型的时序控制图,其梯形图设计关键是各灯(Y0~Y5)状态变化的“时间点”表示出来、时间的jingque计算用定时器实现,本例将用T0~T9共 10 个定时器;灯的闪烁次数要用计数器实现,本例将用两个计数器,表是各定时器和计数器形成时间点的使用说明。
2 顺序控制的概率及方法
PLC 是电子技术、计算机技术与继电逻辑自动控制系统相结合的产物,它以顺序控制为主,回路调节为辅,能完成逻辑判断、定时、记忆和算术运算等功能。PLC结构紧凑、体积小、操作方便、抗干扰能力强、编程灵活简单、工作安全可靠、能耗低等优点使其很快在工业自动化控制中占据主导地位,PLC外部接线简单方便,通过预先编制的程序来实现自动控制。
2.1 系统梯形图设计
开关 X0,选择开关按下以后程序开始循环启动,东西向绿1亮 25s,南北向红2 亮30s;T0 为绿 1 亮 25s 定时器,T0 设定值 K250,从 X0 接通起计时,计时时间到绿 1 断开,T1计时;T1、T2 为绿 1 闪动 3 次控制,T1、T2 形成振荡,T1 通时绿 1 亮,C0 计数;C0 为东西向黄1亮2s起点,T2为 C0计数信号,C0 接通时黄 1 点亮;T3为黄 1 亮 2s定时器,T3 设定值 K20,T3 设定值 K20,T3 接通时为红 1、绿 2 点亮,红 2 熄灭;T4 为红 1 亮 30s定时器,T4设定值K300,T4接通时红 1 熄灭,一循环周期结束。T5为绿 2亮 25s定时器,T5设定值 K250,从T3接通起计时,计时时间到绿2断开,T6计时;T6、T7为绿 2 闪动 3次控制,T6、T7 形成振荡,T6 通时绿 2 点亮,C1计数;C1 为南北向黄 2 亮 2s 起点,T7为 C1 计数信号,C0 接通时黄2 点亮;T8为黄 2 亮2s定时器,T8设定值 K20,T8接通时黄 2 熄灭,一循环周期结束。
基于PLC控制器的矿井信号系统的设计
摘要:矿井副井提升信号系统是副井提升电控系统的重要组成部分,其工作性能的优劣将直接影响到提升机的安全运行,甚至影响到整个煤矿的安全生产。本文以PLC控制器为核心设计了一种矿井副井的提升信号系统,提出了系统设计的框图和系统实现的功能,并对该系统的工作原理进行了阐述。该系统已在平顶山市部分煤矿初步试用,结果表明:该系统运行正常,性能稳定,信号发送准确,显示屏显示可靠,有力地保障了提升安全的可靠性,为煤矿安全生产奠定了坚实的基础。
河南省是一个资源大省,平顶山市的煤炭资源尤为丰富,改造传统煤炭工业,改变煤炭工业形象,提高企业现代管理水平,提高煤矿安全,从而能在市场竞争中处于优势地位。计算机控制技术和网络技术在煤炭行业的应用,改变了煤炭行业的技术和产业结构,提高了煤炭的产量和煤炭生产的安全性,提高了企业的自动化和管理水平。
副井提升信号系统是副井提升电控系统的重要组成部分,该系统性能的好坏将直接影响到副井提升机的安全运行。随着计算机技术和电子元器件的发展,产生了一种专门为在工业环境下应用而设计的数字运算操作的电子装置——可编程逻辑控制器。它采用可以编制程序的存储器,用来存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。由于PLC及其有关的外围设备易于与工业控制系统形成一个整体、扩展其功能,已成为当今应用场合为广泛的工业控制装置,成为机电控制不可缺少的核心控制部件,随着工业生产自动化程度要求的不断提高,更加可靠的可编程控制器(PLC)已应用到煤炭行业的各个系统中。本文提出了一种以PLC为核心的矿井副井提升信号系统的设计方案。
1 总体设计
以PLC为核心的矿井副并提升信号系统设计框图如图1所示。本系统主要由PLC控制器、信号输入、信号输出、井口信号箱、井底信号箱、绞车房信号箱、保护系统等几部分组成。
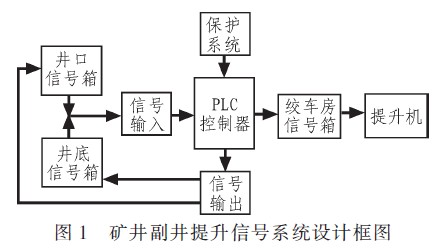
系统设计框图
PLC控制器是整个系统的核心部分。具有功能变化灵活、编程简单,自动检测故障点,噪音低,可靠性高,抗干扰能力强,硬件配套齐全,功能完善,适用性强,系统的设计、安装、调试工作量小,维护方便,容易改造,体积小,重量轻,能耗低等优点。
信号输入主要包含提升机去向、提升机位置、功能信号等部分。其中提升机信号包括提矿、提物、提人、上行、下行等信号。
信号输出主要包含下行音响、显示信号,上行音响、显示信号,提物、提矿、提人计数信号和电视显示器信号等。
井口信号箱主要包括各种提升信号的汉字显示及声音提示,各种信号的按钮检测。完成对本水平各种信号的闭锁功能及对井下信号的闭锁功能,同时完成向绞车房发送相应的信号。
井底信号箱主要包括各种提升信号的汉字显示及声音提示,各种信号的按钮检测。完成向井口发相应的信号,同时完成对本水平各种信号的闭锁功能。
PLC-DCS在纸板生产自动化系统上的应用
1、引言
DCS分散控制系统(又称集散控制、分布式控制系统),是在单回路微机控制系统基础上发展起来的,其综合了计算机技术、通讯技术、CRT显示技术和过程控制技术,采用分层分级的结构形式和分散控制、集中操作、分级管理、分而自治的设计原则,解决了过去计算机控制危险集中、常规模拟仪表功能单一、过于分散和人机联系不方便的缺点。DCS的安全可靠性、通用灵活性、优良的控制和综合管理能力,使其在工业控制领域中得以广泛应用。
瓦楞纸板作为目前使用普遍的包装材料,广泛用于电器产品、日常用品等包装。在现代大规模工业自动化水平相对落后和工业、经济建设高速发展的我国,横切机和堆叠机等机组组成连续生产工艺过程。目前国内瓦楞纸板生产化处于相对落后状态。
本监控系统采用以可编程控制器PLC为基础的集散控制系统,将PLC作为现场采集控制站,利用Ethernet和Profitbus进行数据通信,完成了对广东肇庆嘉隆瓦楞纸板生产线的工况显示、生产操作、订单管理和出货管理,终实现了企业管理—控制一体化。
2、系统总体结构及通信网络
2.1、系统总体结构
嘉隆瓦楞纸板生产线监控系统采用如图1所示的分布式计算机监控系统。它分为3级结构:现场级、控制级和管理级。

系统总体结构图
级为现场级。由安装在现场的3个PLC子站辅与其它测量控制设备(如编码器、红外测量仪、变频器等)进行各种数据采集、生产线的现场控制。为现场采集控制器完成现场信号的输入输出,根据给定的工作程序进行数据处理、控制输出,并且将处理结果送操作站。PLC站采用德国VIPA公司的产品,包括一个CPU站和两个I/0站,其配备如下:
V200CPU站:主要包括CPU288L、FM250、SM221和SM222等模块。主要用于粘合机和横切机各种状态信号的采集和控制信号的输出。